


食品加工用水设备:筑牢食品安全与品质的基石
发表时间:2025-04-24
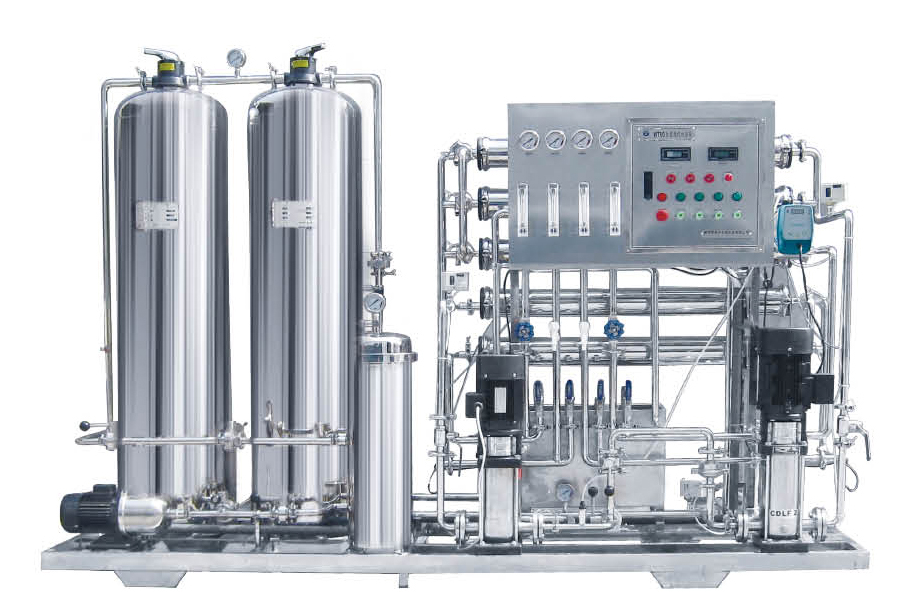
在食品加工行业,水是不可或缺的原料,从清洗食材、调配配料到蒸煮杀菌,每一个环节都离不开水的参与。水质的优劣直接影响食品的口感、保质期与安全,食品加工用水设备作为保障用水质量的关键设施,以科学严谨的工艺和稳定可靠的性能,为食品安全生产与品质提升筑牢根基。
食品加工对用水的要求极为严格,普通水源中的杂质隐患重重。泥沙、铁锈等悬浮物可能残留于食材表面,影响食品外观;微生物、细菌、病毒等会引发食品变质,威胁消费者健康;余氯、重金属离子及有机物等则可能与食品成分发生化学反应,改变风味甚至产生有害物质。因此,未经处理的普通水源无法满足食品加工需求,专业的用水设备成为行业标配。

在实际生产中,食品加工用水设备的有效运行依赖于科学的维护管理。定期对设备进行清洗与消毒,及时更换滤芯、膜元件等耗材,是维持设备性能与水质的必要措施。同时,食品加工企业需根据不同产品的加工要求,灵活调整设备运行参数,如在生产婴幼儿食品时,对水质的微生物指标要求更为严格,需强化杀菌环节;在加工果汁饮料时,则更注重去除水中影响风味的物质。
随着消费者对食品安全与品质的关注度不断提升,食品加工用水设备也在持续革新。新型净化材料的研发应用,使设备的过滤效率与抗污染能力显著增强;智能化控制系统的普及,实现了设备运行状态的远程监控与故障诊断,降低人工维护成本;节能设计理念的融入,减少了生产过程中的能源消耗,助力企业实现绿色生产。
食品加工用水设备如同食品生产线上的 “隐形守护者”,从原水到成品,每一滴净化后的水都承载着对食品安全与品质的坚守。它不仅为食品加工企业提供了可靠的生产保障,也在推动整个行业朝着更安全、更优质的方向发展中发挥着不可替代的作用。

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案