


食品厂用纯净水设备的发展前景
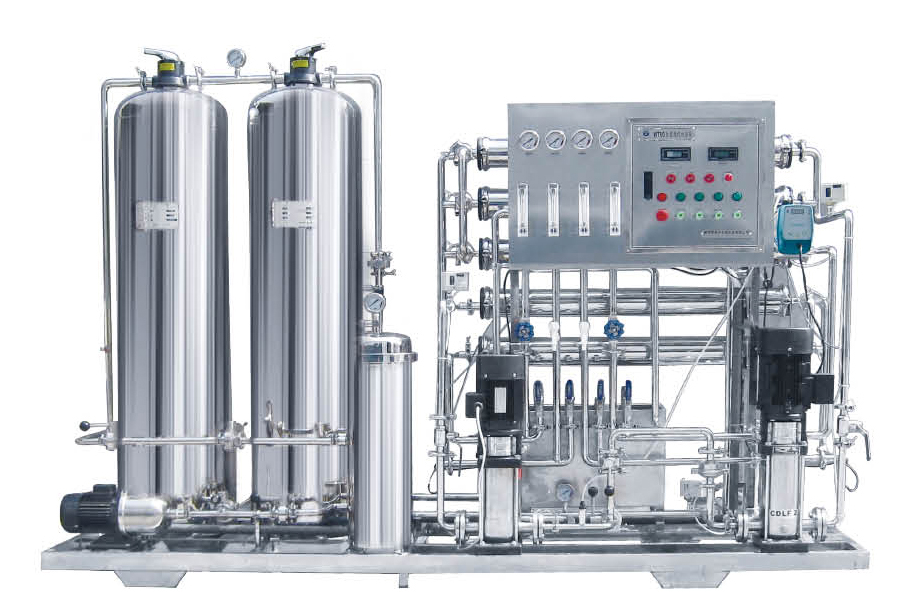
食品厂用纯净水设备是食品生产环节的关键辅助装备,主要为食品加工、配料、清洗、包装等流程提供符合卫生标准的纯净水,其水质直接影响食品的安全、品质与保质期。随着食品工业的规范化发展、消费需求升级及绿色生产理念的深化,食品厂用纯净水设备的市场需求与技术应用空间持续拓展,整体发展前景呈现向好态势。
一、食品工业规范化推动设备需求刚性增长
当前,各国对食品安全生产的监管力度不断加强,多项食品安全标准(如我国《食品安全国家标准 饮用天然矿泉水》《食品生产通用卫生规范》)明确要求食品生产过程中使用的水质需符合特定纯度与卫生指标,尤其在饮料、乳制品、烘焙、肉制品等细分领域,不合格用水可能导致食品微生物超标、风味变异或保质期缩短。
这种监管趋严推动食品企业对纯净水设备的需求从 “可选配置” 转向 “刚性需求”:一方面,新建食品厂需按标准配套纯净水设备才能通过生产资质审核;另一方面,老旧食品厂为满足新规要求,需对原有供水系统进行升级改造,替换或新增符合标准的纯净水设备(如增加超滤、反渗透、紫外线消毒等模块)。此外,食品工业产能扩张(如饮料企业新建生产线、乳制品企业布局新基地)也直接带动纯净水设备的增量需求,为行业发展提供稳定支撑。

二、消费需求升级与品类创新拓展应用场景
随着消费者对食品品质、健康属性的关注度提升,食品行业的品类创新速度加快,新型食品品类对水质的要求更为精细化,进一步拓展了纯净水设备的应用边界:
在高端饮品领域(如天然果蔬汁、功能饮料、发酵饮品),需通过纯净水设备去除原水中的金属离子、有机物,避免其与原料发生化学反应,影响饮品口感与营养保留;
在健康食品领域(如婴幼儿配方食品、代餐食品、低温肉制品),对水质的微生物指标要求极高,需纯净水设备搭配高效消毒模块(如臭氧消毒、巴氏消毒),确保用水无菌;
在特色食品加工领域(如传统酿造、腌制食品),部分企业为提升产品标准化程度,开始采用纯净水替代传统水源,通过设备精准控制水质硬度、pH 值,保证不同批次产品品质一致。
这些细分场景的需求增长,不仅扩大了纯净水设备的市场规模,还推动设备向 “定制化” 方向发展,如针对高糖分饮品的防结垢纯净水设备、针对低温加工的常温运行设备等,进一步丰富了设备的应用场景。
三、技术迭代提升设备性能与适配性
食品厂用纯净水设备的技术发展始终围绕 “提升水质稳定性、降低能耗成本、适配食品生产特性” 展开,未来技术迭代方向清晰:
在核心工艺上,传统 “预处理 + 反渗透” 组合工艺正逐步与 EDI(电去离子)、纳滤、膜分离等技术融合,可更精准地去除水中的微量杂质(如农药残留、抗生素),同时减少化学药剂使用,避免药剂残留风险;
在能耗与成本控制上,设备通过优化膜组件设计(如低能耗反渗透膜)、引入水资源回收系统(如将设备浓水用于厂区清洁),降低运行过程中的水耗与电耗,契合食品企业降本增效需求;
在适配性上,设备向 “小型化、模块化” 方向发展,适合中小型食品厂的紧凑生产空间;同时,针对食品生产的间歇性特点,开发可灵活启停、快速切换产水模式的设备,避免设备闲置损耗;
在智能化上,设备集成实时监测系统(如在线电阻率仪、微生物检测仪)与自动控制功能,可实时预警水质波动,自动调整运行参数(如冲洗频率、消毒时间),减少人工干预,降低因操作误差导致的水质风险。
四、绿色生产与政策支持强化发展动力
随着 “双碳” 目标与绿色制造理念在食品行业的推进,政策层面对食品企业的节能、节水、环保要求不断提升,如我国《“十四五” 食品工业发展规划》明确提出 “推动食品工业绿色转型,提升水资源循环利用效率”。食品厂用纯净水设备通过以下方式助力企业实现绿色生产:
提升水资源利用率:部分纯净水设备搭配废水回收模块,将设备产生的浓水处理后用于厂区绿化、设备清洗,减少新鲜水取用与废水排放量;
降低能耗与污染:设备通过技术优化减少电力消耗,同时避免化学药剂使用,降低对环境的污染,帮助企业符合绿色工厂认证标准;
减少固废产生:新型纯净水设备的滤芯、膜组件使用寿命延长,且部分耗材可回收再生,减少固废处置压力。
这些绿色属性不仅符合政策导向,还能帮助食品企业节约用水、用电成本,提升企业竞争力,进一步推动纯净水设备的普及应用。
食品厂用纯净水设备的发展前景与食品工业规范化、消费需求升级、技术创新深度绑定,未来将在需求规模、应用场景、技术水平等方面实现多维度突破。随着食品行业对安全生产、品质提升、绿色发展的重视程度不断提高,食品厂用纯净水设备将从 “生产辅助装备” 转变为 “食品品质保障核心组件”,行业发展潜力将逐步释放,为食品工业的高质量发展提供坚实支撑。

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案