


食品纯净水设备:守护舌尖上纯净的关键保障
在食品生产领域,水是不可或缺的重要原料,其质量直接关系到食品的安全与品质。无论是饮料灌装、烘焙制作,还是肉制品加工、乳制品生产,水质的优劣都会对最终产品产生深远影响。食品纯净水设备作为保障食品生产用水安全的关键设施,通过科学的处理技术,为食品生产提供符合高标准要求的纯净水源,成为食品行业不可或缺的重要环节。
食品生产对用水质量有着极为严格的要求。普通水源中常含有泥沙、微生物、有机物、重金属离子以及余氯等杂质,这些物质若直接用于食品生产,不仅可能影响食品的口感和风味,还会带来严重的安全隐患。例如,水中的微生物超标会导致食品在储存过程中腐败变质;重金属离子残留可能危害消费者健康;余氯等化学物质则会与食品中的成分发生反应,影响食品的品质和安全性。因此,使用经过专业设备处理的纯净水,是确保食品质量安全的必要前提。

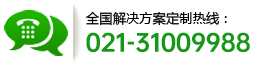
食品纯净水设备通过多种技术协同作用,实现对原水的深度净化。其处理流程通常包含多个环节:首先是预处理阶段,通过格栅、砂滤、活性炭吸附等方式,去除原水中较大颗粒的悬浮物、胶体以及部分有机物和异味,降低原水的浊度;接着进入核心处理阶段,利用反渗透、纳滤等膜分离技术,进一步截留水中的细菌、病毒、溶解性盐类和小分子有机物;最后通过紫外线杀菌、臭氧消毒等手段,对处理后的水进行消毒,确保水中微生物含量符合食品生产标准。这些技术相互配合,层层把关,最终产出满足食品生产需求的纯净水。
一套完整的食品纯净水设备由多个功能模块组成。除了上述的预处理、核心处理和消毒模块,还包括控制系统和储水系统。控制系统能够实时监测水质的各项指标,如电导率、酸碱度、微生物含量等,并根据设定的参数自动调节设备运行状态,确保出水水质稳定;储水系统则用于储存处理后的纯净水,为食品生产提供持续稳定的水源供应,同时配备循环装置,防止水在储存过程中滋生微生物。
食品纯净水设备在食品生产的各个环节都发挥着重要作用。在饮料行业,纯净水是生产瓶装水、碳酸饮料、果汁饮料等产品的主要原料,其纯净度直接影响饮料的口感和保质期;在烘焙领域,使用纯净水能够更好地控制面团的酸碱度和发酵过程,使烘焙出的面包、糕点口感更佳;在肉制品和乳制品加工中,纯净水用于原料清洗、配料调制等环节,避免因水质问题导致产品变质或产生异味。此外,食品纯净水设备还广泛应用于食品工厂的设备清洗、管道冲洗等方面,保障整个生产环境的清洁卫生。
随着消费者对食品安全和品质要求的不断提高,以及食品行业法规的日益严格,食品纯净水设备也在不断发展和完善。未来,设备将朝着更加节能、高效、智能化的方向发展。研发人员致力于开发新型的膜材料和处理工艺,以提高水的净化效率,降低能耗;智能化控制系统的应用,将实现设备运行的远程监控和故障预警,进一步提升设备的管理效率;同时,对设备的卫生设计和材料选择也将更加严格,确保在生产过程中不会对水质造成二次污染,为食品生产提供更可靠的保障。
食品纯净水设备是食品生产过程中守护产品质量安全的关键防线。它通过科学的技术和严谨的工艺,为食品行业提供优质纯净的水源,在保障消费者舌尖上的安全、推动食品行业健康发展方面发挥着不可替代的作用。

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案