


黄酒生产加工用水
时间:2022-11-29
- 厂家:莱特莱德
- 型号:可定制
- 尺寸:可定制
- 价格:面议
产品介绍
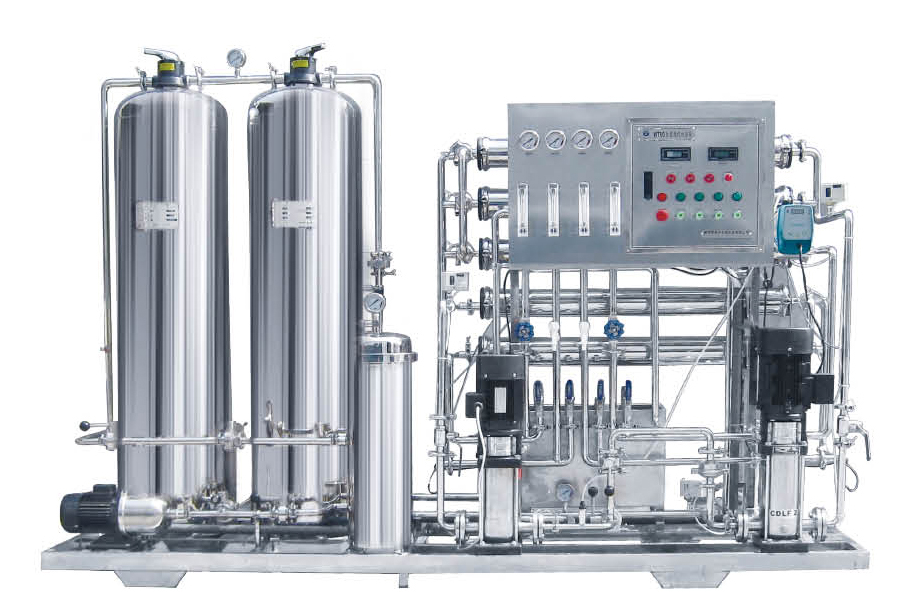
黄酒是世界上非常古老的酒类之一,并称为世界三大古酒之一,在黄酒独特的发酵过程中,会采用高纯水作为重要材料之一,黄酒生产加工用纯净水设备出水水质完全符合国家食品药品监督管理局2015新版GMP认证标准,满足酒类生产加工过程用水需求。
黄酒生产加工用水设备技术优势
1、在线监测装置,实时监测设备运行及产水水质情况。
2、运行稳定,真正做到无人值守。
3、与同类相比具有更高的性价比。
4、无化学废液及废酸碱的中和处理过程,无环境污染。
5、系统简单,操作方便,产品水质稳定。
6、设备占地面积少,需要的空间也小。
7、运行维护和设备维修工作量极少。
黄酒生产加工用水设备核心技术
反渗透技术是一种高效率、低能耗能、无污染的先进技术,主要应用于纯水制备。反渗透技术是利用压力差为动力的膜分离过滤技术,通过压力差将H2O与源水中的无机盐、重金属离子、有机物、胶体、细菌、病毒等杂质严格分离。
黄酒生产加工用水设备核心配置
1、石英砂过滤器:清除水中的泥沙、铁锈、藻类、腐殖质、胶体等大颗粒悬浮杂质,降低了水的浊度。
2、活性炭过滤器:采用活性炭的广谱吸附性能来清除水中有机物、重金属离子、农药、洗涤剂、余氯等,能够清除水的异味、降水的色度。
3、保安过滤器:滤芯孔径为5微米,滤除水中微粒,保证了水质满足反渗透膜进水的要求,减轻反渗透膜的负荷。
4、反渗透膜:水分子在压力作用下经过反渗透膜,水中的有害离子、细菌、病毒等被截留并且随浓水排掉,透过的水被称之为纯净水。
5、选用配套设备:软化、杀菌、阻垢、药洗、变频供水等系统。
莱特莱德强大的技术团队,针对不同客户的需求,为其制定完善的黄酒生产加工过程用水处理技术解决方案。
- 上一篇:酒制造用纯净水设备100T/H
相关应用领域

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案