


罐头生产用纯净水设备的应用实践
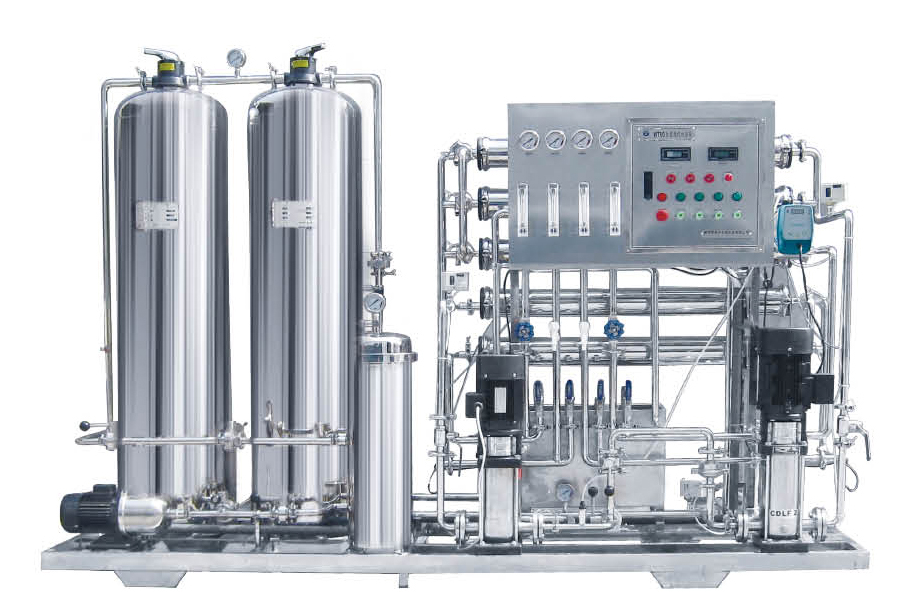
在罐头食品生产领域,水是贯穿原料清洗、调配、杀菌等环节的关键要素,水质的优劣直接关乎产品品质与食品安全。为满足罐头生产对水质的严苛要求,纯净水设备成为行业不可或缺的重要装备,以专业的净化技术和稳定的运行表现,为罐头产品的质量把控奠定基础。
罐头生产对用水质量的要求极为严格。普通水源中含有的悬浮物、微生物、重金属离子、有机物等杂质,若未经处理直接用于生产,将带来诸多隐患。例如,水中的泥沙、铁锈等悬浮物会附着在原料表面,影响产品外观;细菌、霉菌等微生物可能在罐头密封后继续繁殖,导致食品变质、胀罐;余氯、重金属离子及有机物则可能与食品成分发生化学反应,改变风味,甚至危害消费者健康。因此,使用经过深度净化的纯净水,是确保罐头产品安全、稳定生产的必要条件。

后处理阶段主要聚焦于微生物控制和水质保障。紫外线杀菌器通过紫外线照射,破坏微生物细胞内的 DNA 结构,高效杀灭水中残留的细菌、病毒等微生物;臭氧消毒则利用臭氧的强氧化性,进一步降低水中微生物含量,同时还能氧化分解部分有机物。经过杀菌处理的水,再通过精密过滤器进行最后一道过滤,去除极微小的颗粒和胶体物质,最终产出符合罐头生产需求的纯净水。
在实际生产过程中,罐头生产用纯净水设备的稳定运行离不开科学的管理与维护。操作人员需密切关注设备的运行参数,如进水压力、产水流量、水质电导率等,并根据实际情况及时调整。定期对设备进行清洗和消毒,能够有效去除设备内部积累的污垢和微生物,防止二次污染。及时更换滤芯、反渗透膜等关键耗材,是维持设备净化效果的重要措施。此外,建立完善的水质监测体系,对原水、中间水和成品纯净水进行定期检测,根据检测结果优化设备运行和维护策略,确保每一滴用于罐头生产的水都安全可靠。
随着消费者对食品安全和品质要求的不断提升,以及罐头生产工艺的持续创新,罐头生产用纯净水设备也在不断发展。新型净化材料和技术的应用,使设备的净化效率和稳定性进一步提高;智能化控制系统的引入,实现了设备运行状态的实时监测、故障预警和自动调整,降低了人工维护成本;节能设计的优化,则帮助企业减少生产过程中的能源消耗,实现绿色生产。
罐头生产用纯净水设备作为保障罐头产品质量的重要防线,从源头上为食品安全保驾护航。通过科学应用和精心维护这些设备,罐头生产企业能够生产出品质卓越、安全放心的产品,满足消费者日益增长的需求,推动罐头行业健康可持续发展。

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案